Üst düzey donanım ısı emici teknolojisinin derinlemesine analizi: malzeme bilimi, hassas üretim ve termodinamik mühendisliğin entegrasyonu ve yeniliği
I. Giriş
Günümüzün talaş üretim sürecinde fiziksel sınıra yaklaşmaya devam ediyor, yarı iletkenlerin birim alanı başına ısı akısının büyüme hızı, geleneksel ısı yayma mimarilerinin taşıma kapasitesini aşıyor. Transistör yoğunluğu Moore Yasası oranında tırmanırken, termal yönetim teknolojisi tamamen farklı bir hızda gelişiyor gibi görünüyor. Bu dengesizlik, "ısı dağılımını" bir mühendislik yardımcı probleminden tüm elektronik endüstrisinin gelişimini kısıtlayan stratejik bir darboğaza yükseltiyor.
Donanım ısı alıcıları - "geleneksel üretim" etiketli bu görünüşte sıradan metal ürünü - bu termal yönetim devriminin merkezinde yer alıyor. Tüketici elektroniğindeki akıllı telefon SoC 'lerinden, endüstriyel sektördeki çevirici güç modüllerine, AI veri merkezlerinde 100 kilovatı aşan güç tüketimine sahip kabin düzeyinde termal yönetime, ısı alıcıların malzeme seçimi, yapısal tasarımı ve üretim süreci, tüm termal yönetim endüstrisi zincirinin altında yatan mantığı derinden yeniden şekillendiriyor. Bu makale, üst düzey donanım ısı alıcıları teknoloji sisteminin altı boyuttan sistematik ve derinlemesine bir analizini sağlayacaktır: malzeme bilimi, üretim süreci, termodinamik tasarım, termal simülasyon teknolojisi, uygulama senaryoları ve pazar eğilimleri.
İkincisi, malzeme sistemi: tek metalden çok malzemeli işbirliğine
2.1 Termal olarak İletken Metal Malzemelerin Performans Spektrumu
Bir metal soğutucunun performansı, ısıyı ileten malzemenin seçimine dayanır. Elektromanyetik dalga yayılımının altın kuralına ek olarak, ısı yayma mühendisleri başka bir dizi basit ve acımasız fiziksel yasayı takip eder - Fourier 'in ısı iletimi yasası. Bu yasaya göre, bir malzemenin termal iletkenliği (lambda, W / (m · K) cinsinden), birim zaman başına ısıyı aktarma yeteneğini doğrudan belirler.
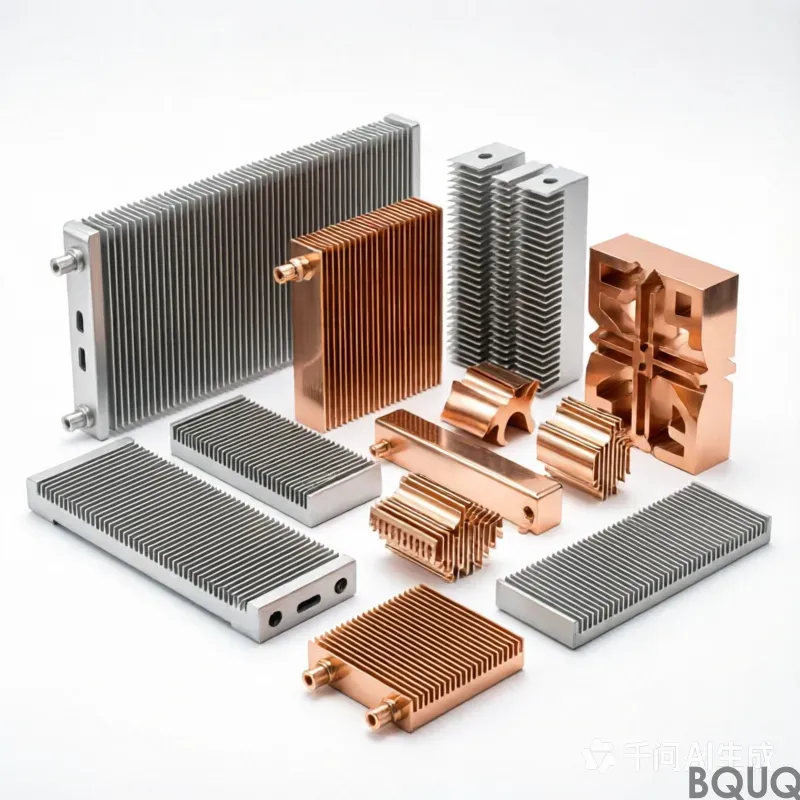
Bakır ve alüminyum, metal ısı emici malzemelerin "İkizler" ini oluşturur. Yüksek saflıkta bakır (endüstriyel saf bakır), sadece gümüşten sonra yaklaşık 400 W / (m · K) termal iletkenliğe sahiptir ve bu da onu ısı iletkenliği açısından en seçkin mühendislik metallerinden biri haline getirir. Bakırın avantajı, sadece ısı iletkenliğinde değil, aynı zamanda mükemmel sünekliği ve lehimlenebilirliğidir - bu, ısı boruları ve ıslatma plakaları gibi iki fazlı ısı transfer cihazlarının oyuk olarak bakır borular ile verimli faz değişimi ısı transfer döngüleri elde etmesini sağlar. Bununla birlikte, bakırın yoğunluğu yaklaşık 8.9 g / cm ³ 'dür, bu da alüminyumun üç katından fazladır ve fiyat önemli ölçüde daha yüksektir. Daha da önemlisi, atmosferik ortamda, bakır yüzey, yalnızca görünüşte kararmakla kalmayıp, daha da önemlisi, termal iletkenliği saf bakıra kıyasla birden fazla büyüklük sırasına göre düşen bir bakır oksit / küpröz oksit tabakası oluşturmak için kolayca oksitlenir. arayüzey ısı transfer verimliliğini önemli ölçüde bozar.
Buna karşılık, alüminyum alaşımı, kapsamlı maliyet etkinliği nedeniyle pazar hakimiyeti kazanmıştır. 6063-T5 alüminyum alaşımı, hem ekstrüzyon şekillendirilebilirliğini hem de mekanik gücü dikkate alarak yaklaşık 200,237 W / (m · K) termal iletkenliği korur. Alüminyumun yoğunluğu sadece 2,7 g / cm ³ 'dür, bu da bakırın yaklaşık üçte biri kadardır. Bu özellik, mobil cihazlar, aviyonik ve yeni enerji araçları gibi ağırlığa duyarlı alanlarda alüminyum alaşımını yeri doldurulamaz bir avantaj haline getirir. Yüzey eloksallama işlemi, elde edilen alüminyum oksit filmini yalnızca yoğun ve korozyona dayanıklı hale getirmekle kalmaz, aynı zamanda belirli bir siyah oksidasyon işlemi yoluyla yüzey ısıl yayıcılığını 0.10.2 seviyesinden 0,85' in üzerine çıkarır ve radyasyon ısı yayma verimliliğini artırır.
Bununla birlikte, alüminyum ekstrüzyon kalıplamanın sınırlamaları da aynı derecede önemlidir: ekstrüzyon işlemi sırasında alüminyumun akışkanlık sınırlamaları nedeniyle, kanat kalınlığının yüksekliğe oranı (yani, incelik oranı) üzerinde yaklaşık 1: 18 ila 1: 20 'lik bir üst sınır vardır, bu da en gelişmiş ekstrüzyon kalıplarında bile, sınırlı bir yükseklikte sonsuz yoğun kanat düzenlemesi elde etmenin imkansız olduğu anlamına gelir.
2.2 Sınır malzemeleri: grafen, karbon bazlı malzemeler ve kompozit yapılar
Geleneksel metalik malzemelerin termal iletkenliği fiziksel sınırına yaklaşıyor. Bu bağlamda, gelişmiş karbon bazlı malzemeler göze çarpıyor. Grafenin teorik düzlem içi termal iletkenliği, bakırın yaklaşık 13 katı ve alüminyumun 20 katından fazla olan 5.300 W / (m · K) kadar yüksektir. Bununla birlikte, tek katmanlı grafenin mühendislik pratiğindeki büyük ölçekli hazırlık maliyeti ve güvenilirlik zorlukları, onu esas olarak üst düzey amiral gemisi cep telefonları ve laboratuvar prototipleri seviyesinde sıkışmış hale getirdi. Daha pragmatik sanayileşme yolunda, grafen "kompozit malzemeler" şeklinde gerçek değer göstermiştir. Alüminyum alaşımlı radyatöre belirli bir oranda grafen eklenerek oluşturulan kompozit malzeme, aynı koşullar altında saf alüminyum alaşımından 3 ila 5 santigrat derece daha fazla soğutulabileceğini ve nicel üretim maliyetinin bile daha düşük olabileceğini göstermektedir. geleneksel alüminyum alaşımlı ürünlerinkinden daha.
Yapay grafit filmin endüstrileşmesi daha olgunlaşmıştır. Poliimid (PI) filmin yüksek sıcaklık grafitleştirilmesiyle hazırlanan grafit ısı yayma filmi, 1500 W / (m · K) 'dan fazla düzlem içi termal iletkenliğe ve 0,01 mm kalınlığa sahiptir. İki boyutlu düzlemlerin hızlı termal difüzyonunu elde etmek için akıllı telefonların ve tablet bilgisayarların iç mekanlarında yaygın olarak kullanılmaktadır.
Gerçek ürün tasarımında, tek bir malzemenin aynı anda "yüksek ısı iletkenliği, düşük arayüzey ısıl direnci, hafif ve düşük maliyetli" dört gereksinimi karşılaması genellikle zordur, bu nedenle çok malzemeli kompozit çözümler ana akım yönü haline geliyor. Bakır-alüminyum kompozit ısı alıcıları - Alüminyum ekstrüzyon profillerinin tabanına bakır bloklar veya bakır taban plakaları yerleştirerek, bir yandan çipin pik ısısını yerelden tüm tabana hızlı bir şekilde dağıtmak için bakırın yüksek termal iletkenliği kullanılır. Öte yandan, alüminyumun hafif ve kalıplama esnekliği, geniş alanlı ısı yayma kanatlarının yapımını tamamlamak için kullanılır ve maliyet, ağırlık ve performans arasında altın bir denge elde edilir.
III. Hassas üretim süreçleri: "ekstrüzyon" dan "kesme" ye teknolojik sıçrama
Bir soğutucunun tasarım değeri, esasen malzemesinin mekanik dağıtım yoluna yansır. Aynı malzeme ve tasarım çizimleri, farklı üretim süreçlerinin dönüşümünden sonra, nihai ısı dağılımı performansı% 30 'dan fazla değişebilir. Aşağıdakiler, temel işlem yollarından tek tek sıralanır.
Alüminyum ekstrüzyon: Bu, soğutucuların seri üretimi için en düşük maliyetli ve en yaygın kullanılan yöntemdir. Alüminyum alaşımlı külçe 520 ~ 540 ° C 'ye ısıtılır ve yüksek basınç altında kalıp çeliğinden yapılmış bir ekstrüzyon kalıbından akar. Sürekli paralel yüzgeç yapısına sahip bir ısı emici embriyo oluşturmak için hızlı bir şekilde soğutulur ve çıkış kalıp deliğinden katılaştırılır. Avantajı, kalıp maliyetinin kontrol edilebilir olması, tek parça bitmiş ürünün maliyetinin düşük olması ve seri üretim için uygun olmasıdır. Bununla birlikte, daha önce de belirtildiği gibi, incelik oranı sınırlıdır, bu da yüksek güç yoğunluğu uygulamalarında yeterli ısı dağılım alanı elde etmeyi zorlaştırır ve yüksek TDP talaşlarıyla başa çıkmak zordur.
Kürek diş kesimi (hassas kesme veya planya olarak da bilinir): Bu, işlem düzeyinde alüminyum ekstrüzyonun "üst sınırını" zorlayan teknik bir yoldur. Kürek diş işlemi, tüm metal bir alt tabakayı kesmek için yüksek hassasiyetli planya makineleri kullanır, diş aralığı 0,5 mm kadar küçük ve diş kalınlığı 0,3 mm kadar küçük olan ultra ince yüzgeçler oluşturur. Isı yayma yüzgeçleri substratla bütünleşik olarak oluşturulduğundan, lehimleme veya takma arayüzü yoktur, bu nedenle kürek diş radyatörünün temas ısıl direnci tamamen ortadan kalkar. Ölçülen veriler, kürek diş radyatörünün ısıl direncinin aynı hacimdeki diş şekillendirici radyatörüne kıyasla% 15 ila% 20 oranında azaldığını ve ısı yayma alanının geleneksel profil radyatörüne kıyasla 3 ila 5 kat arttığını göstermektedir. Şu anda, bu teknoloji 5G baz istasyonu AAU 'da, yeni enerji aracı elektronik kontrol modüllerinde ve yüksek güçlü endüstriyel aydınlatmada yaygın olarak kullanılmaktadır.
Kalıp döküm imalatı: Kalıp döküm işlemi, alüminyum alaşımlı külçeyi sıvı halde erittikten sonra, yüksek basınç ve yüksek hızda hassas bir metal kalıp ile doldurulur ve bir kalıp döküm makinesi ile tek seferlik kalıp dökümden oluşur. Kalıp döküm işlemi, geleneksel ekstrüzyon işlemleriyle (özel şekilli kabuklar, montaj deliklerine sahip entegre ısı yayma yapıları ve konumlandırma patronları gibi) işlenmesi zor olan ve iyi seri üretime ve parça başına kontrol edilebilir maliyete sahip olan karmaşık üç boyutlu geometriler yapabilir. Bununla birlikte, erken kalıp geliştirme maliyeti yüksektir, genellikle yüzbinlerce ila milyonlarca yuan arasındadır ve geliştirme döngüsü de uzundur. Ve eriyik, dolum işlemi sırasında mekanik gücü ve yerel termal iletkenlik düzgünlüğünü etkileyen gözenekler ve soğuk bölmeler gibi döküm kusurları üretebilir.
Dövme teknolojisi: Alüminyum içeriği yüksek alaşımlı malzemeler, son derece yüksek basınç (sıcak veya soğuk dövme) yoluyla kalıplara preslenir. Dövme işlemi, ısı emici malzemenin iç tane yapısının sıkıştırılmasını ve yönlü bir şekilde hizalanmasını sağlar, bu da daha yüksek çekme dayanımı, daha küçük yüzey pürüzlülüğü ve malzeme bütünlüğü sağlar. Ürün, yüksek en boy oranı yüzgeç yapısına sahiptir. Bununla birlikte, kalıp kaybı ciddidir ve birim maliyeti, ekstrüzyon işlemininkinden çok daha yüksektir. Şu anda, mekanik özellikler ve ısı iletkenliği için son derece yüksek gereksinimlere sahip belirli senaryolar için esas olarak uygundur.
CNC hassas işleme: Son işlem sürecinde, CNC beş eksenli işleme merkezi, ısı emicinin alt düzleminin taşlanması ve parlatılmasından, montaj dişli deliğinin delinmesinden ve dokunulmasından ve herhangi bir karmaşık işlem özelliğinin gravüründen sorumludur. Doğruluğu mikron seviyesine ulaşabilir, düzlük 0,1 mm içinde kontrol edilebilir ve diş aralığı toleransı ±0,05 mm 'ye ulaşabilir. Bununla birlikte, birim zaman başına malzeme çıkarma oranı düşüktür ve işleme maliyeti önemli ölçüde daha yüksektir. Genellikle sadece havacılık ve hassas aletler gibi küçük parti ve yüksek talep özelleştirme görevleri için kullanılır.
Üretim kapasitesi ve maliyet açısından, genel tabakalaşmaların olduğu sonucuna varılabilir: alüminyum ekstrüzyon, kalıp dökümü ve yerleştirme perçinleme çözümleri, düşük ila orta güç yoğunluğunun ana akım pazarını işgal eder; kürek kesme ve dövme çözümleri, yüksek güç yoğunluğuna ve ultra ince ve yüksek yoğunluklu diş grupları gerektiren endüstriyel ve iletişim ekipmanlarına hizmet eder; ve tek parça CNC kaplama, bilimsel araştırma veya en ileri askeri endüstrinin "özel konfigürasyonu" dur.
IV. Termodinamik tasarım: fin, ısıl direnç, kanal ve CFD simülasyonu
4.1 Isı alıcıların termodinamik anahtar parametreleri
Herhangi bir soğutucunun tasarımı, esasen ısı transferinin üç birleşmiş diferansiyel denklemini çözer: ısı iletimi (bir metal gövde aracılığıyla), konvektif ısı transferi (yüzgecin yüzeyinden ısıyı çıkarmak için bir akışkan ortam aracılığıyla) ve ışıma ısı transferi (genellikle küçük bir oran, yaklaşık% 10 ila% 20). Bu fiziksel mimaride, performansı belirleyen birkaç temel mühendislik parametreleri vardır:
Termal direnç (Rtheta, birim ℃ / W) - Bu, elektronik termik mühendislerin ısı alıcıları taraması ve tasarlaması için "ilk indeks" tir. Çipin bağlantı sıcaklığı ile ortam sıcaklığı arasındaki termal yol, seri paralel bir termal direnç ağı tarafından modellenebilir. Yüksek kaliteli bir ısı emici, kendi konvektif ısı transfer termal direncini mümkün olduğunca düşük hale getirmelidir. Doğal soğutma koşullarında, termal direnç 3 ℃ / W 'nin altında kontrol edilebilir; zorlamalı hava soğutması (yani fan) ile birleştirildiğinde, endüstrinin ileri düzeyde termal direnç 0,5 ℃ / W' ye ulaşabilir.
Fin morfolojik parametreleri - yükseklik, kalınlık, aralık, kesit şekli. Boşluk çok yoğunsa, sınır laminasyonu hava akışının nüfuz derinliğini engeller ve konvektif ısı transfer katsayısını azaltmak için bir "ölü gaz bölgesi" ile sonuçlanır; Aralık çok seyrek ise, toplam ısı dağılım alanı yetersizdir. Optimum boşluğun çözümü, hava akışı hızına, hava fiziksel özelliklerine ve kanat uzunluğuna büyük ölçüde bağlıdır.
4,2 CFD Termal Simülasyon: Ampirik Tasarımdan Doğru Tahmine
Geçmişte uzun bir süredir, ısı dağılımı mühendisleri ampirik formüllere ve depodaki deneme yanılma doğrulamasına güveniyorlardı. Bununla birlikte, AI çiplerinin ve 5G baz istasyonlarının TDP 'sinin üstel büyümesiyle, tek bir IC' nin güç tüketimi, geleneksel hava soğutmalı çözümlerin tek boyutlu kanalından kırıldı ve karmaşık üç boyutlu akış alanı ve sıcaklık alanı bağlantı sorunu Hesaplamalı Akışkanlar Dinamiği (CFD) ile çözülmelidir.
Sektörde en çok kullanılan termal simülasyon yazılımı şu anda şunları içerir:
Ansys Icepak - Elektronik termal yönetim için tasarlanmış Akıcı Hesaplamalı Akışkanlar Dinamiği çekirdeğine dayalıdır. Temel gücü, karmaşık akış alanlarını ve yüzey geometrilerini doğru bir şekilde modelleme yeteneğinde ve Mekanik Yapısal Analiz Modu ve Maxwell Elektromanyetik Analiz Modu ile birleştirilebilen ANSYS Tezgah platformuna entegrasyonunda yatmaktadır. electricity-heat-structureüç alanlı çoklu fizik alan kuplaj simülasyonu. Otomotiv elektronik yüzey kontrolörlerinin ve düzensiz aviyonik bileşenlerin termal analiz senaryolarında, Icepak 'ın yüzey örgü uyarlanabilirliği, yapılandırılmış ağ yazılımından daha doğrudur.
Simhub FloTHERM - Dünyanın ilk elektronik ısı yayma simülasyon yazılımı olarak, şu ana kadar yaklaşık% 70 'lik bir pazar payına sahiptir. FloTHERM, elektronik termal yönetim için özel olarak optimize edilmiş bir CFD çözüm algoritması kullanır ve büyük bir yerleşik elektronik bileşen model kitaplığına sahiptir (talaş paketleme modelleri, ısı emici modeller, PCB kart modelleri vb. Dahil). Mühendisler, modellemeyi bileşen seviyesinden sistem seviyesine tam seviyeli termal analizi tamamlamak için hızla sürükleyip bırakabilir ve bu da onu tüketici elektroniği ürünlerinin hızlı termal tasarım yinelemeleri için ideal hale getirir.
Yundao Akıllı Volta - tamamen yerli bir termal simülasyon yazılımı olarak, son yıllarda hızla gelişti ve uluslararası ana akım araçların simülasyon doğruluğunu ve kullanım kolaylığını yakalamak için hızlanıyor.
Gerçek mühendislik sürecinden tipik tasarım döngüsü şu şekildedir: 3D CAD mekanik model tanıtımı, sınır durumu ayarı (ortam sıcaklığı, talaş ısı tüketimi, hava hacmi ve basınç eğrisi) ağ bölme ve çözümü, işlem sonrası sıcaklık bulut diyagramı ve akış hattı analizi, simülasyon sonuçlarına göre boyut parametreleri yinelemesi ve son olarak en uygun fin şekli ve aralık konfigürasyonunu elde edin.
V. Ortaya çıkan uygulama senaryoları ve pazar mavi okyanusları
2.1 AI veri merkezi: sıvı soğutma ve yüksek yoğunluklu metal ısı alıcıları füzyonu
AI sunucularının kabin düzeyinde güç tüketimi katlanarak artıyor. Örnek olarak NVIDIA GB200 / GB300 NVL72 sistemini ele alırsak, tek bir dolabın termal tasarım güç tüketimi 130kW ila 140kW 'a kadar çıkmakta ve bu da geleneksel hava soğutmalı soğutma sistemlerinin fiziksel taşıma sınırını çok aşmaktadır. Bu eğilime yanıt olarak, sıvı soğutma teknolojisi büyük ölçekli dağıtım yoluna girmeye başladı. TrendForce verileri, yapay zeka veri merkezlerindeki sıvı soğutma teknolojisinin nüfuz etme oranının 2024' te% 14 'ten 2025' te% 33 'e keskin bir şekilde yükseleceğini gösteriyor.
Bununla birlikte, "sıvı soğutma her şeyin yerini alır" tahmini çok tek taraflıdır. Soğuk plaka sıvı soğutma devresinde, soğuk plaka (Soğuk Plaka) hala bakır bazlı veya alüminyum bazlı bir donanım ısı emici varlıktır - termal olarak iletkenlik arabirim malzemesi (TIM) aracılığıyla CPU / GPU çipi ile temasa geçer ve bir dizi mikro kanal akış yolu soğuk su plakasının içinde işlenir ve soğutucu ısıyı uzaklaştırmak için bu akış yollarından akar. Diğer mikro kanallı soğuk plaka ve iki fazlı soğuk plaka çözümleri, ısı emicilerinin (mikron düzeyinde kanal işleme, termal arayüz bağlama kalite güvencesi vb.) üretim sürecindeki nihai zorluklardır. Sıvı soğutmanın "aşaması" bunun yerine donanım ısı emicilerinin teknik eşiğini yükseltmiştir.
5.2 5G baz istasyonları ve yeni enerji araçları
5G baz istasyonlarının tek istasyonlu güç tüketimi, 5G baz istasyonlarınınkinden yaklaşık 3 ila 4 kat daha fazladır. 5G baz istasyonlarının dış ortamı, AAU doğal ısı dağılımı ve fansız pasif ısı dağılımı gereksinimleri, büyük hacimli alüminyum alaşımlı radyatörlere ve kürek dişli radyatörlere olan talebi artırdı. Haziran 2025 sonu itibariyle, toplam yerli 5G baz istasyonu sayısı 4.55 milyona ulaştı ve 5G ısı dağılımı talebi artmaya devam ediyor. Aynı zamanda, yeni enerji araçları alanında, eviriciler, yerleşik OBC 'ler ve motor kontrol cihazlarındaki IGBT güç modüllerinin tümü, hızlı ısı giderimi sağlamak için yüksek diş yoğunluklu alüminyum radyatörler ve sınırlı boşlukları doldurmak için ultra ince termal arayüz malzemeleri gerektirir.
5.3 Tüketici Elektroniği: Pasif Soğutma Çözümlerinin Teknolojik Yükseltilmesi
Yüksek performanslı akıllı telefonlar alanında, pasif soğutma çözümleri sürekli olarak yineleniyor. "VC ıslatma plakası + grafit ısı yayma filmi + termal arayüz malzemesi (TIM)" kombinasyonu, amiral gemisi cep telefonlarında standart hale geldi. 2025 yılında piyasaya sürülen iPhone 17 Pro, ilk kez ıslatma plakası VC 'yi kullandı ve endüstri, küresel mobil VC satışlarının 2031 yılına kadar 2.776 milyar dolara ulaşacağını tahmin ediyor. VC ve grafit membran çözümleri sınırlarla karşılaştığında, mikro pompa sıvı soğutma ve termoelektrik soğutma (TEC) gibi mikro aktif soğutma çözümleri aktif olarak ince ve hafif cihazlara nüfuz ediyor.
Güvenilirlik Mühendisliği: Arıza Analizi ve Termal Arayüz Malzemeleri (TIM)
Güvenilirlik, soğutma sistemi tasarımında en hafife alınan ama en ölümcül boyuttur. FAE (Saha Uygulama Mühendisi) tarafından yapılan çok sayıda vaka çalışmasına göre, ısı alıcılarının zayıf teması veya termal arayüz malzemelerinin eskimesi, MOSFET güç tüplerinin aşırı sıcaklık artışına ve erken arızalanmasına yol açan "gizli suikastçılar" dır.
Termal Arayüz Malzemesi (TIM), ısıtma cihazı ile ısı dağılımı metal tabanı arasındaki doldurma boşluğunda bulunur ve havayı uzaklaştırır (hava termal iletkenliği sadece yaklaşık 0,026 W / (m · K))), böylece temas termal direncini önemli ölçüde azaltır.
Pratik mühendislikte TIM, iki ana tür yaşlanma hatası mekanizmasıyla karşı karşıyadır: termal döngü yaşlanması, malzeme sertleşmesine ve elastikiyet kaybına yol açar; ve uzun süreli soğuk-ısı değişimi veya yüksek sıcaklık koşulları altında silikon yağı göçü ve uçuculuğun neden olduğu kuru çatlama ve termal direnç artar. TIM 'in performansı bozulduğunda, talaş bağlantı sıcaklığı artar, direnç (Rson) artar ve ısı üretimi daha ciddi hale gelir. Termal kaçağın kısır döngüsü kontrol edilemez.
Daha ileri teknoloji çözümler, Fudan Üniversitesi gibi akademik kurumlar tarafından incelenen karbon bazlı yüksek termal iletkenlik TIM 'in yanı sıra hızlandırılmış ömür testi ve ömür tahmin modeli yöntemlerinin geliştirilmesini içerir. Uluslararası araştırmalar, TIM' in malzeme termal döngü pompalama etkisinin, uzun vadeli güvenilirlik bozulmasına yol açan temel darboğaz olduğunu da göstermiştir. Endüstriyel ve otomotiv ürünleri için, tasarım aşamasında termal döngü güvenilirliği doğrulaması yapılmalıdır.
VII. Piyasa Beklentileri ve Sonuçları
Küresel termal çözümler pazarının boyutu hızla büyüyor. Profesyonel kuruluşlara göre, pazar 2025 'te 15,76 milyar dolardan 2026' da 17,06 milyar dolara çıkacak ve yıllık bileşik büyüme oranı (CAGR)% 8,2 olacak. 2030 'a kadar toplam pazar hacminin 23,60 milyar dolara ulaşması ve CAGR' nin daha da genişleyerek% 8,5 'e çıkması bekleniyor. Bu büyümeyi yönlendiren temel itici güçler şunları içerir: talaş güç yoğunluğu ve minyatürleştirme nedeniyle gelişmiş ısı dağılımı talebindeki artış, yapay zeka bulut hesaplamasında ve yüksek performanslı hesaplamada sıvı soğutma çözümlerinin yaygın olarak benimsenmesi, grafen ve faz değiştirme malzemeleri gibi yeni malzeme sistemlerinin ölçekli uygulamalara girişi ve tahmini termal yönetim ve akıllı ısı dağıtma sistemlerinin entegrasyonuna yönelik eğilim.
Donanım ısı emici - görünüşte sıradan olan bu metal bileşen, "destekleyici rol" den "ana motora" kadar niteliksel bir değişim geçiriyor. Bakır-alüminyum kompozitlerin mikro yapı tasarımının inovasyonundan, malzemelerin morfolojik sınırını aşan kürek dişlerinin kesme işlemine, çok fizik simülasyonundan hassas termal tasarımı güçlendirmeye, AI sunucu sıvı soğutmasının ve 5G baz istasyonunun aşırı ortamında "ilk kapıyı tutmaya" kadar - donanım ısı emici teknolojisinin geleceği artık geleneksel imalatın bir stok oyunu değil, disiplin sınırlarını aşan yeni bir malzeme bilimi ve hassas üretim mühendisliği sınırıdır. Yeni nesil elektronik cihazlarda termal yönetimde yüksek bir zemin oluşturmaya kararlı tüm mühendislik ekipleri için, donanım ısı emici teknoloji sistemini gerçekten anlamak ve sistematik olarak optimize etmek, ısı akışının güvenli bir şekilde "dışarı çıkıp çıkamayacağını" belirleme stratejisinde ilk adım olabilir.
BQUQ profesyonel bir metal ısı emici üreticisidir, lütfen bize çizimler gönderin, şirketimiz size 12 saat içinde teklif verecektir.